Panlabas na 3LPE Coating DIN 30670 Panloob na FBE Coating



Paglalarawan ng Produkto
Ang Cangzhou Spiral Steel Pipes Group Co., Ltd ay may 4 na linya ng produksyon ng anticorrosion at thermal insulation upang maisagawa ang 3LPE coating at FBE coating. Ang maximum na panlabas na diyametro ay maaaring 2600mm.
Ang mga patong ay angkop para sa proteksyon ng mga nakabaon o nakalubog na tubo na bakal sa mga temperaturang disenyo na -40℃ hanggang +80℃.
Tinutukoy ng kasalukuyang pamantayan ang mga kinakailangan para sa mga patong na inilalapat sa mga tubo at fitting na bakal na may spiral welded na ginagamit para sa paggawa ng mga pipeline para sa pagdadala ng mga likido o gas.
Ang paglalapat ng pamantayang ito ay nagsisiguro na ang PE coating ay nagbibigay ng sapat na proteksyon laban sa mga mekanikal na thermal at kemikal na load na nagaganap sa panahon ng operasyon, transportasyon, pag-iimbak at pag-install.
Ang mga extruded coating ay binubuo ng tatlong patong: isang epoxy resin primer, isang PE adhesive at isang extruded polyethylene outer layer. Ang epoxy resin primer ay inilalapat bilang pulbos. Ang adhesive ay maaaring ilapat bilang pulbos o sa pamamagitan ng extrusion. Para sa mga extruded coating, may pagkakaiba sa pagitan ng sleeve extrusion at sheet extrusion. Ang sintered polyethylene coatings ay mga single o multi-layer system. Ang polyethylene powder ay pinagsasama sa pre-heated component hanggang sa maabot ang nais na kapal ng coating.
Panimulang aklat na epoxy resin
Ang epoxy resin primer ay ilalagay sa anyong pulbos. Ang minimum na kapal ng patong ay 60μm.
Pandikit na PE
Ang PE adhesive ay maaaring ilapat sa anyong pulbos o extruded. Ang minimum na kapal ng patong ay 140μm. Ang mga kinakailangan sa lakas ng pagbabalat ay nag-iiba depende sa kung ang adhesive ay inilapat bilang pulbos o extruded.
Patong na polyethylene
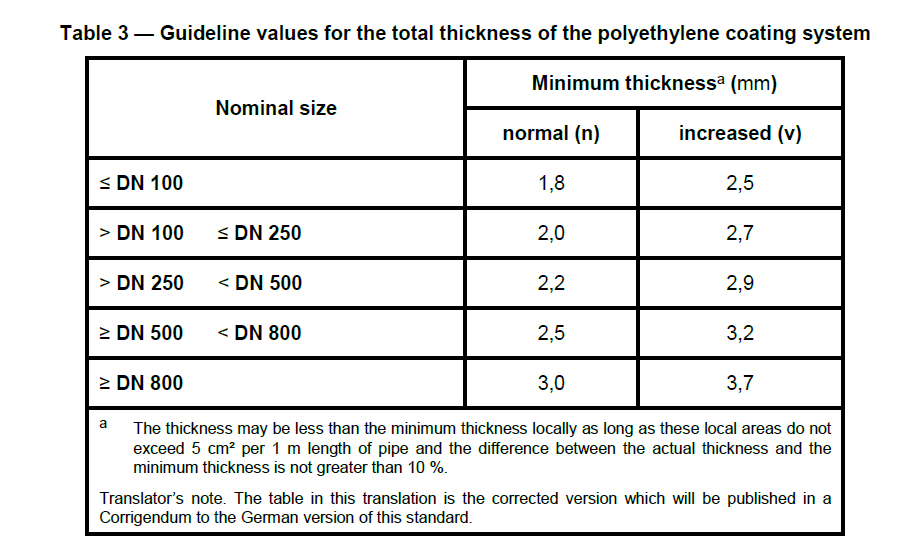
Ang patong na polyethylene ay inilalapat sa pamamagitan ng sintering o sa pamamagitan ng sleeve o sheet extrusion. Ang patong ay dapat palamigin pagkatapos ng aplikasyon upang maiwasan ang hindi kanais-nais na deformation habang dinadala. Depende sa nominal na laki, may iba't ibang minimum na halaga para sa normal na kabuuang kapal ng patong. Sa kaso ng pagtaas ng mga mekanikal na karga, ang minimum na kapal ng patong ay dapat dagdagan ng 0.7 mm. Ang minimum na kapal ng patong ay ibinibigay sa talahanayan 3 sa ibaba.